Early Engineering Prowess

By the time Tektronix acquired them, the Grass Valley Group was known for their engineering prowess. They embraced solid state technology before most of their competitors did. The Group soon made a solid brand for itself. While it did not invent the video switcher it greatly advanced its evolution. By the mid-70s the company was into its second generation of video switchers with the 1600 and had a fairly substantial line of modular products.
While the Group would often end up with self-inflected black eyes, they were known for making things right. In fact, as we will see it came to be expected that when new products were introduced, they would often be capable of only 80-90% of what they were promised to be able to do. But the Group had a reputation for doing what was needed to be done to make things right. Often the Groups support was such that it became a recruiting tool for attracting new employees.
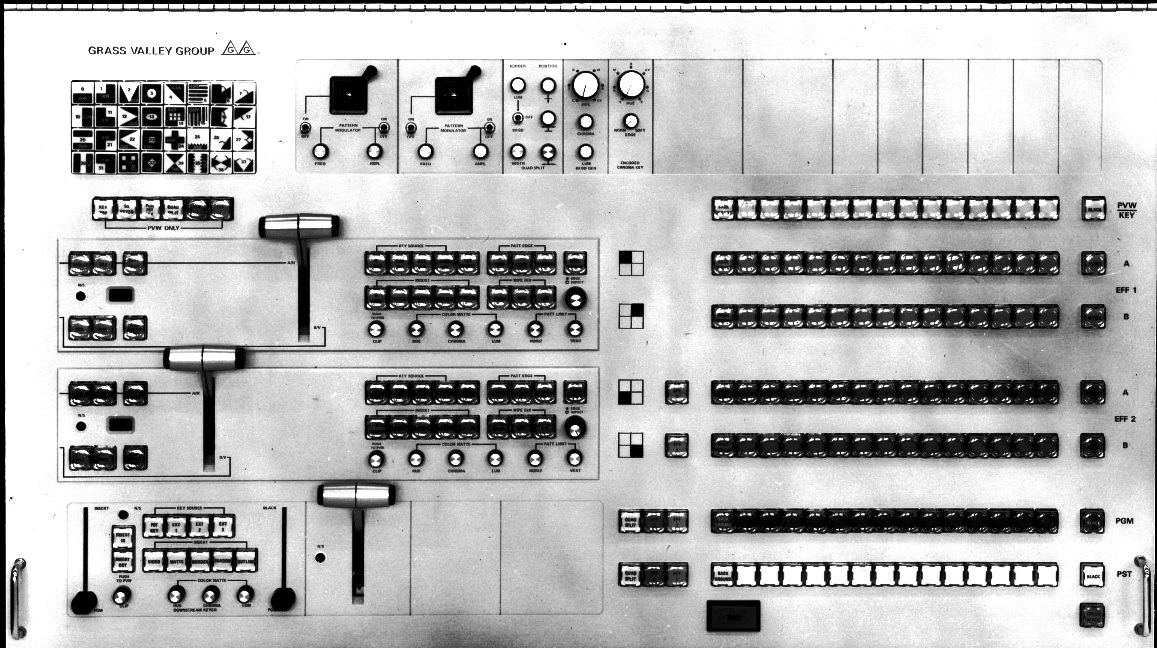
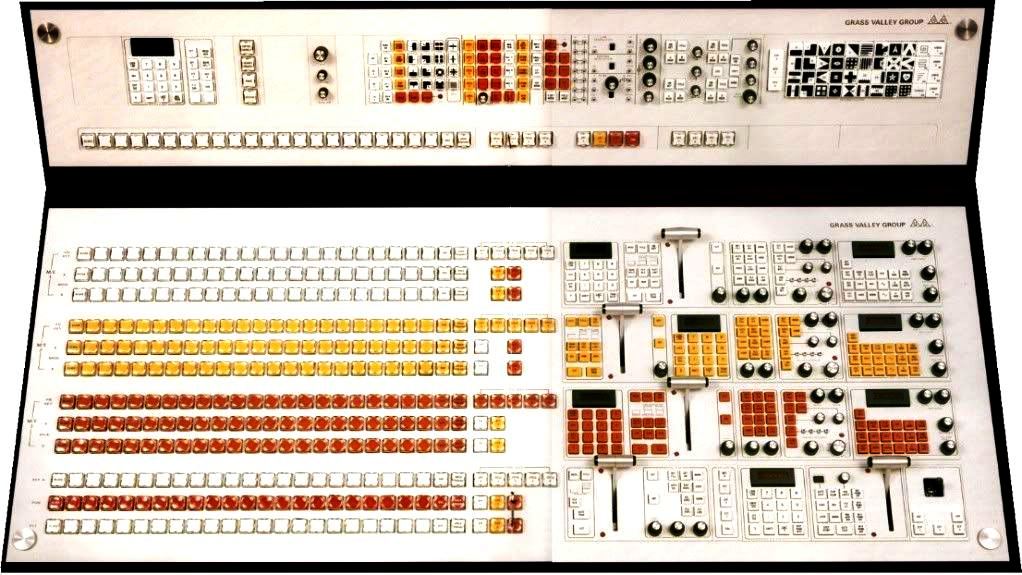
Here is a 2nd generation Grass Valley 1600 video production switcher. Usually the three fader (T-bar) handles are on the right side. But Grass Valley would go to great lengths to customize this control panel for a lefty.
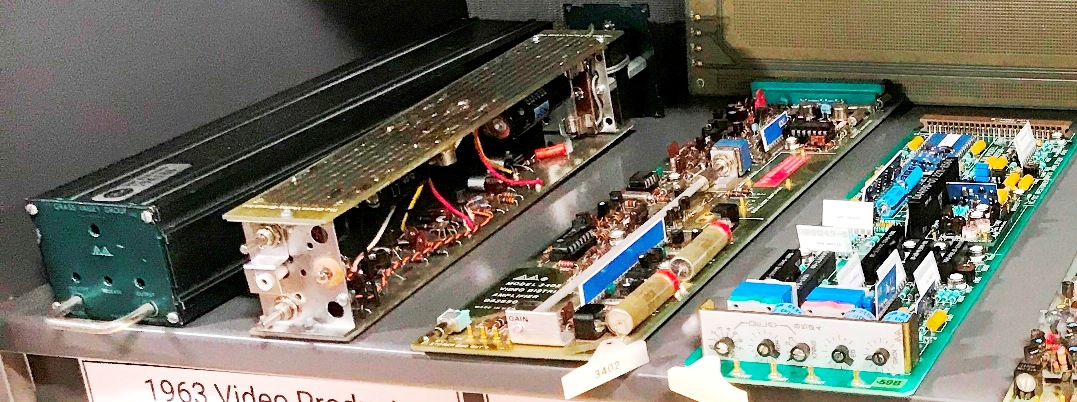
Jay Kuca joined the Group in 1978. He had worked on the customer side of the television business for about 12 years. His first job was with a UHF television station in Dayton, Ohio. It was the only non-union shop in town, so he got to do a bunch of different jobs there. Once, when he was assigned to do equipment maintenance, he was asked to look into a problem with a Grass Valley 900 series video processing amp. The unit had already been taken out of service, so he put it on the bench and fired it up and confirmed the problem. As he looked at the module to inspect it for any visible issues (burned components, loose connections, etc.), he was fascinated by the manufacturer's clever use of what appeared to be standard Veroboards (which we looked at earlier in this book), and was also impressed by the clean, logical, component layout. But what really intrigued him was the name of the manufacturer and the "twin peaks" logo.
Jay decided that he needed to learn more about GVG, so he gave them a call. A nice lady answered the phone, and when he told her why he was calling, she immediately transferred his call to a service technician. When Jay told him why he was calling and described the problem he was having, without hesitation, the Group tech said, "Oh yes, we're aware of that problem and we have a fix for it. You need an updated module, and I'll send it to you today. When you receive it, install it in the frame, and ship the old module back to us." He gave Jay the company's shipping account number and told him to send the old module back on their dime. That incident occurred 40+ years ago, and he still remembers it as if it occurred yesterday. Talk about the power of a positive first impression.
Eventually Bob Lynch at the Group brought Jay out for a job interview. GVG always wanted to have the spouse come along also, because it was a good recruiting tool, but his wife was pregnant at the time and could not make the trip. He went to work for the Group in March of 1978. The company allowed him to live in the guest house, which was up by what was the Hare's house, for a couple of weeks. The house he stayed in burned down in the 49er fires. Jay stayed with the Group for 18 years. He eventually ended up at NVISION, the only Grass Valley Group spin off, as we will see later.
Brands are hard to build and even harder to span across generations. Early on the Group built their brand by having the right mantra at the time, build what customers say they want, when the entrenched players were not. This happened first with modules, then switchers, and soon, as we will see, routers.
The Group at this time nailed what marketers say you need to build a brand. The right product at the right time targeted to the right users who want that one thing, produced in the right way by the right people, all done with consistency. The group, while having many launch problems as we will see, managed to check the consistency box by always making good when they had to.
It helped the Group that their competition had set the bar so low. RCA, had great engineering and had driven broadcasting technology for almost 50 years, was across just about every major milestone into the 60s. They had become too bureaucratic to be nimble by the time the Group entered the game. As we have seen already the Group could go from concept to a physical product, sometimes in a couple weeks, whereas RCA, while still with a few milestones left in their future, took years to produce them. In the 60s the computer industry was referred to as IBM and the Seven dwarfs with RCA being one of those dwarfs. But in the television equipment realm RCA was the heavy into the 70s.
You can do everything right and still fail because customers do not want to be associated with products of their parent's generation. Morgan Stanley could make the indisputably best robot advisor in the world and millennial's would still prefer Betterment. That is how Charles Schwab blossomed in the 1980s and 1990s; with a brand baby boomers felt was theirs, not their parent's. Often management wants to cash in brand equity for short-term gain, and that had happened a few times with the Group. Brands are hard to build, and once lost it is nearly impossible to regain, because of the odds of building a successful brand in the first place are so low. So far, even with a brand name which will no longer have a physical location anchored to its namesake, mostly due to all the mergers and spin-offs the Group has been through, the company has pulled this off at least until now. We will see why.
1600
Tektronix brought the Group just as their second generation 1600 production switcher was being introduced. It was a major leap forward in their switcher line up. The 1600 was a totally new design. It had more of everything; keys, wipe patterns, better chroma keying. It also had more options and could be ordered with three effects banks, unlike the 1400's two.

The one thing that people who operate the Group's switchers always talked about was the feel of the push buttons. They liked the tactile feeling of the button push. A lot of this came from the design of the switch. The Group used switches where the button that the operator pushed did not directly force a contact closure, but instead magnets on the shaft of the button were forced near a magnetic "reed" switch when the button was pushed down. The magnets forced the switch to close. That removed any change in downward force required to force a contact closure. That approach started with the 1400 and continued forward. Originally the group used switches from Allen-Bradley. Over a number of generations of video switchers they moved to other venders, and gradually improved the ergonomics and reliability of the switches.
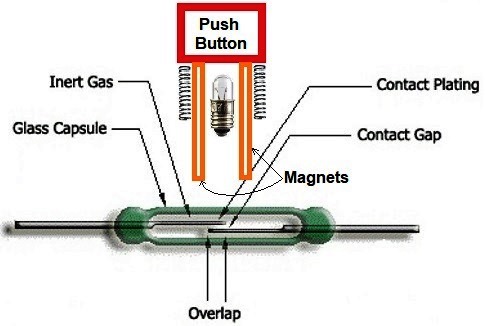
Reed Switch based push-button
As was with a number of flagship product roll outs to follow, the 1600 had birthing problems. After many 1600s were shipped and installed engineer Jerry Taylor came up with a new design for the mixing amp that resides in every mix/effects bank in the switcher. This amp is what literally mixes video from two video signals. It is what performs a dissolve between sources. Taylor used feedback that made the amp much more linear. It made for a much better dissolve between sources. The Group offered customers that had the original mixer in their switcher's replacements for free. The only problem the customers faced is that it would take the switcher out of service for the time required. Generally it took one day per mix/effects bank. The switcher could have up to three m/e banks. About 100 customers took them up on the offer.

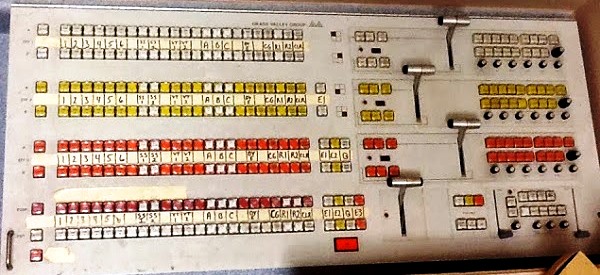
Stand-alone example of a fader bar presented to Dr. Hare
Another example of exemplary Group support was when ABC had a fire at their field shop in Lodi, New Jersey. Back then, unlike now, the networks owned a number of production trucks themselves. The networks generally used their own trucks back then to do their marquee events. Most trucks were saved by the fire department by finding keys and driving the trailers outside. The Group sent a couple support techs back to see what could be done for all the smoke damage to their 1600s, along with other Grass Valley gear, and even competitors' equipment. Remembering that the Group used a dishwasher in building 4 at the time to clean the flux from solder off the boards during manufacturing, they decided to buy a dishwasher to clear the boards of smoke damage, which worked. They also got and erected a sheet metal shed that became their "hot house" to dry the boards.

ABC Remote Production Units
Once the teething pains of the 1600 switcher settled down, the 1600 was a solid product that customers liked and put it to work doing all gamut of video productions, from small town newscasts to the Olympics. It pushed the switcher market forward in capability. The competitors were now definitely playing catch up. A switcher, even back then, was far more capable than most users would ever need. Most TDs "flew" the switcher like it was a small private plane, not the sport acrobatic craft it was capable of being. By 1982 there were 2000 1600s in service.
Emem
Some users saw what the group had done with the 1600 and wanted more. ABC wanted more features for their coverage of the upcoming 1980 Olympics. Towards the end of 1976 plans to deliver the next generation of production switcher were starting to gel. A big part of the new feature set was being developed by an engineer who had started with the company right after the 1400 was introduced. He had worked on the 1600 and was eager to push the boundaries of what the next switcher could do. The engineer's name is Bruce Rainer.
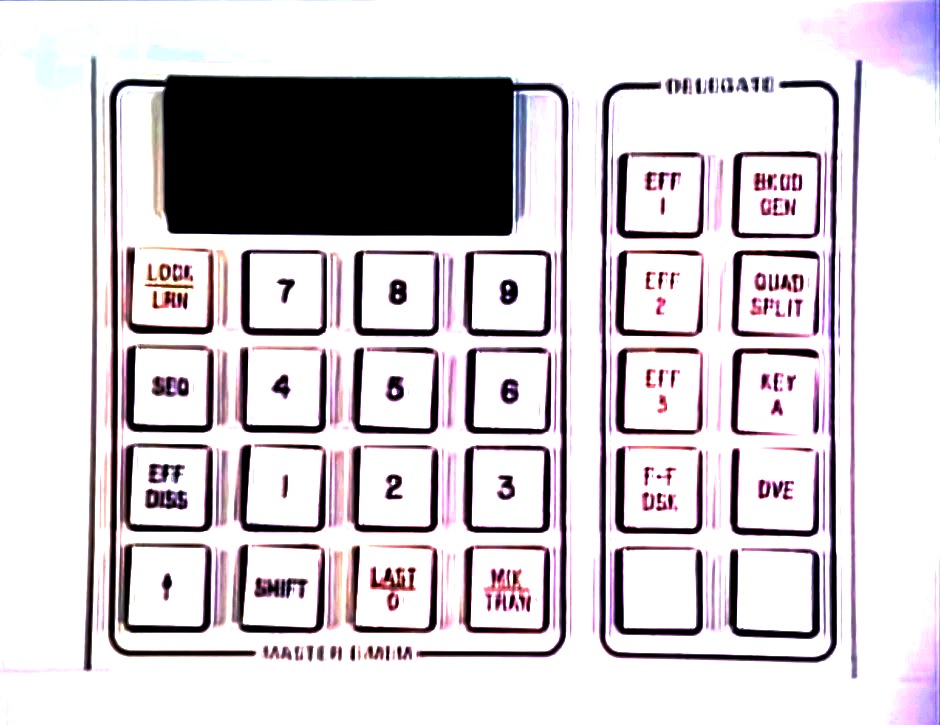
Above, Emem control panel. Look at the control panels in the prior section. There are a lot of buttons and control knobs on those panels, and the new switcher on the horizon was only going to have many more. Even with the 1600, with the right options, it could conceivably combine five effects at once. Those effects could be any combination of keys and wipes. Each one had to be set up individually. Each effect set up can be layered onto another effect represented by another fader bar. That essentially means that between all the possible variations from one to the next is infinite. A half hour newscast might use 15 or 20 different effect combinations, some requiring all the mix/effects banks. That is a lot of button pushes, and knob turns in a limited amount of time. During a live show or sports program, there was no way to program the effects quickly.
Rayner led the effort to find a way to store and easily recall complex effects. This came to be known as Effects Memory or "Emem." It took a while for Bruce to realize the best approach. He was driving one day and pushed the button on his car radio to change stations and realized the answer was right in front of him.
Rayner started in 1969 as Group employee number 38. He had been working at GE, in Syracuse. Bill Jorden recruited him. Rayner worked for the Group for 24 years. He was involved with sustaining engineering on the 1400, and development of the 1600, before developing Emem.
Because of his efforts Bruce won a technical excellence award from Tektronix in 1982. Emem was an integral part of the upcoming 300 switcher, and that development resulted in the Group's first video switcher patent in 1984, and an Emmy in 1990. Eventually he developed Emem interfaces for outside editing and effects systems.
300
Emem was such an instant success that it was integrated into the next generation of switcher, the 300. Soon it was being imitated. A competing switcher company, Vital Industries, introduced the Production Switcher Automation System (PSAS). The two systems had vastly different operator interfaces, and PSAS just was not as cool a name as Emem.In the 300 the GVG E-MEM system was based on memory registers, with separate memory for each mix/effects unit, and a master system to control miscellaneous functions and the M/Es. Each register stored a snapshot of the functions in that group (both pushbuttons and analog values from the knobs). Each set of memory registers could store 20 snap shots. By simply pushing a register button, the setup stored in that register was recalled; and memory registers could be recalled in random access. This satisfied most live requirements, especially news production. The real power of the system came into play when Emem became able to smoothly transition from one Emem register to another Emem register. These were known as key frames. This concept in television came about because of Emem, and the advent of Digital Video Effects (DVE) devices which were rolling out at the same time. Generally speaking, each time some attribute of a picture element changes, a new key frame is required. Thus a pattern could be moved on one M/E, while a matte filled key was changing color on another M/E and the downstream keyer was dissolving in another key. The independent sub-systems provided the ability to maintain independent timelines (with different transition rates) for each "element" of the effect.

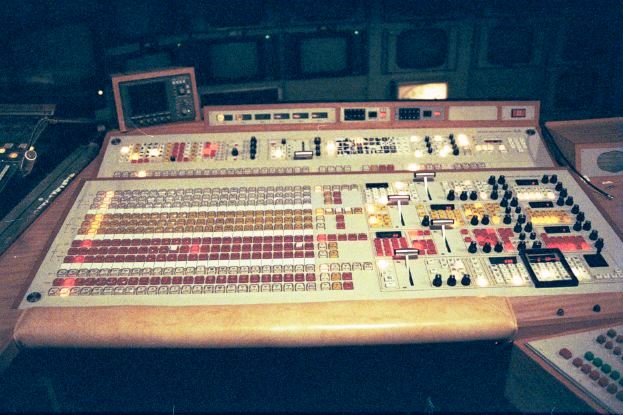
The 300 control panel



Too use an airplane analogy: GVG's first switcher, the 1400 was a prop airliner similar to the 40s-50s Douglas DC-4. A workhorse of its time. The 1600 would equate to the pinnacle in propeller driven airliner, similar to the Lockheed Constellation. More range, speed, and versatility. The 300 was the equivalent of the first widely successful jet powered airliner, the Boeing 707. An early entrant to a totally new airplane.
After Emem was introduced ABC was on board with the new switcher. ABC wanted desperately to use the switcher for the 1980 Olympics. ABC again was using the Group as their engineering arm. ABC pushed for two radically new features in the 300. The first was Emem. This was a dramatic step forward. With Emem now a part of the switcher, with a push button random access keypad interface, allowed technical directors instant access to the full power of all special effects in the switcher. The concept made it possible to add new levels of effects to live television, news shows and sporting events. Television production moved to a new level.
But ABC had another radical idea for production switchers. It was called random re-entry. We have been talking about Mix/Effects (M/E) banks up to this point, where a bank can create an effect and feed it to the next bank that can add its own effect to the first. Up to then, with the 1600, the cascading from one bank to the next was fixed. M/E 1 fed into M/E 2, which fed into M/E 3. The order could not be changed. ABC was pushing to change that.
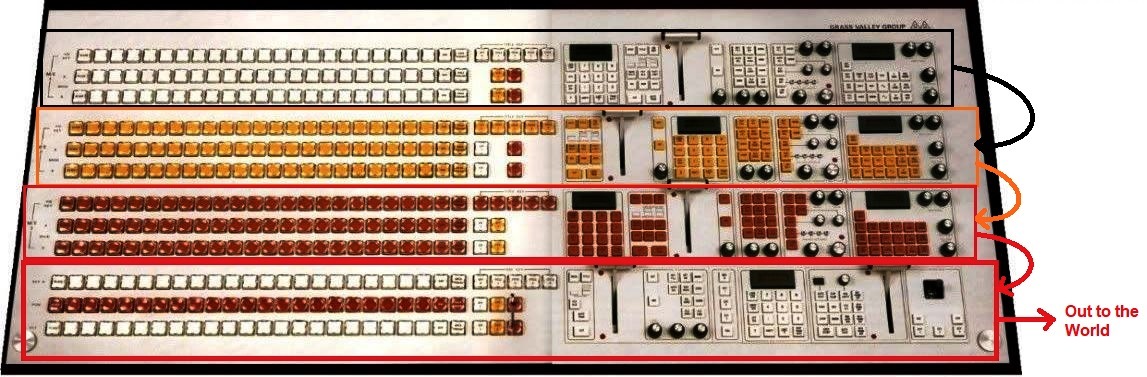
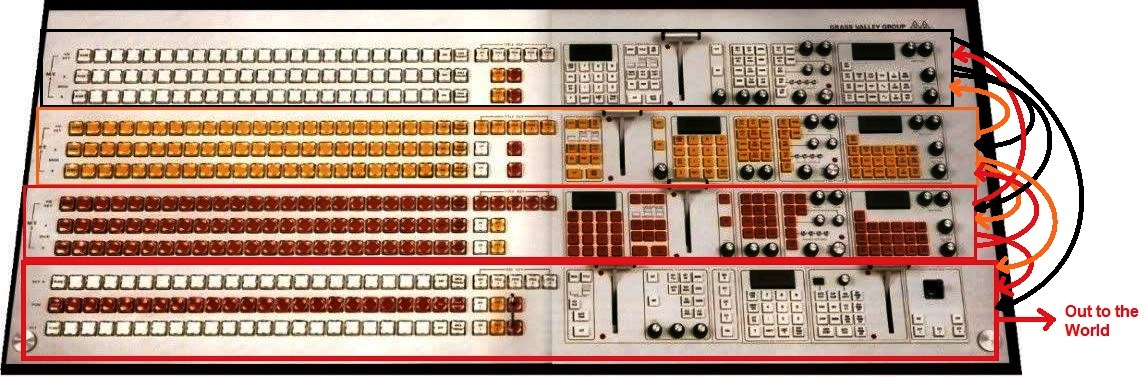
The top graphic depicts how production switchers worked up until that point. One bank fed the next ect. The bottom graphic shows that now any bank could feed any other bank.
There was a major engineering hurdle to doing that. Propagation delays. Everything takes time. The same sources go to all the M/E banks. If a source, say it is called camera 1, is passed through M/E 1, and then it is fed into M/E 2, the output of M/E 1 will be behind the sources coming into M/E 2. Left alone, that will mean the sources are no longer in time, and the bottom line is screwed up video. In the 1600, and switchers before, since the order was fixed; M/E 1 to M/E 2, to M/E3, the sources to M/E 2 were delayed to match the delay through M/E 1, and the ones to M/E 3 were delayed even more to match the combined delay through M/E 1 and M/E 2.
Users wanted the order of use to be random, any order. Why? Productions were getting more complex, and TDs liked to do things their way is the short answer. More complex meant that at times producers/directors wanted a second feed out of the same switcher, maybe to another production happening side-by-side, like the home verses away baseball game feeds. TDs in organizing how they use the switcher control panel or board, wanted control over which M/E would do that, and some did not like the cascade order between M/Es as M/E 1, the first in the cascade was at the top of the board, and they might want that the first in the cascade be the bank closest. Yes, confusing!
With the 300 delays introduced into each M/E had to change on the fly based on what was feeding what. That was no easy engineering task. These two architectural advancements made the 300 unlike anything that came before.
How was that done?
Hybrids
What the designers of the 300 realized was that the promised feature set for the 300, was going to require so many components that it was going to be large in size, and expensive to build. Today technology has rendered multiple solutions. In the late 70s when the 300 was in design, with the exception of logic circuits, and some specialized analog circuits, everything took discrete parts. The more sophisticated the circuit, the more parts were required. It turned out that to make good on the promised features, the 300 as billed was only possible because of something that became known as the "hybrid." While ICs had been possible for almost 20 years at that time, the cost of producing specialized ones for video and audio, for products lines that used thousands and not millions of them, was simply cost prohibitive. The solution for the 300 was the hybrid. The inventor of the 300's savior component was Birney Dayton.His education was eclectic. His first year of formal schooling wasn't until he was 11 years old as his family lived an isolated life in the Big Sur area of the central California coast. The school he went to was called the Great New World. It did not issue grades. He started in the seventh grade a year ahead of where he should've been. His scholarship to cover the cost of schooling was doing dishes. From there he went then to the Robert Louis Stevenson school, which was a boarding school. To get an A at that school took 97%, 90% was a B. His first semester scores averaged 65%. Mercifully his grades had an upward arc. In his senior year his family moved east about 40 miles from the Big Sur area to Hollister, Ca. There he had the highest SAT score ever at Hollister High and he graduated in 1960. He got a scholarship to Santa Clara University but ended up going back to junior college in Hollister.
In 1965 he joined the Air Force at 21 years old. He found the Air Force interesting as it is the opposite of the Army; the officers do the fighting. He went through electronics school at Kessler Air Force Base in Biloxi Mississippi. He was considered for White House communications, but he had too much debt and was considered a security risk, making $78 a week, and not paying his bills. He spent 18 months at the Point Arena radar site, again along the coast of California. He eventually was stationed up in Alaska.
Birney had gone to the University of Reno after his stint in the Air Force and after spending some time working in a Reno TV station landed a job at the Group in 72, a year before the Tektronix sale. Birney interviewed with the founder's son, Steve Hare, and moved to Grass Valley with his first wife. He was originally hired for test on 900 and some 1400 modules. Soon he was promoted to the head of test. Right before Tektronix took control of the Group Dr. Hare promoted Birney to engineering. Birney thinks that Hare liked him and was worried that he would get stuck in test.
In the late 70s he was the product manager for the 3240 which was a Proc amp that was introduced in 1978. While the 3240 was built on CBS specs, the network never bought any, but ABC and NBC bought many. The 3240, and even the entire 3200 line was sold until 2004.
During that time Birney started developing design concepts that would lead to the hybrid. His timing was perfect. His experience in Modular led him to early experimentation with digital multiplexers that would combine audio and video into a single signal. This helped convince him that the Group really needed to learn how to minimize the size of circuitry.
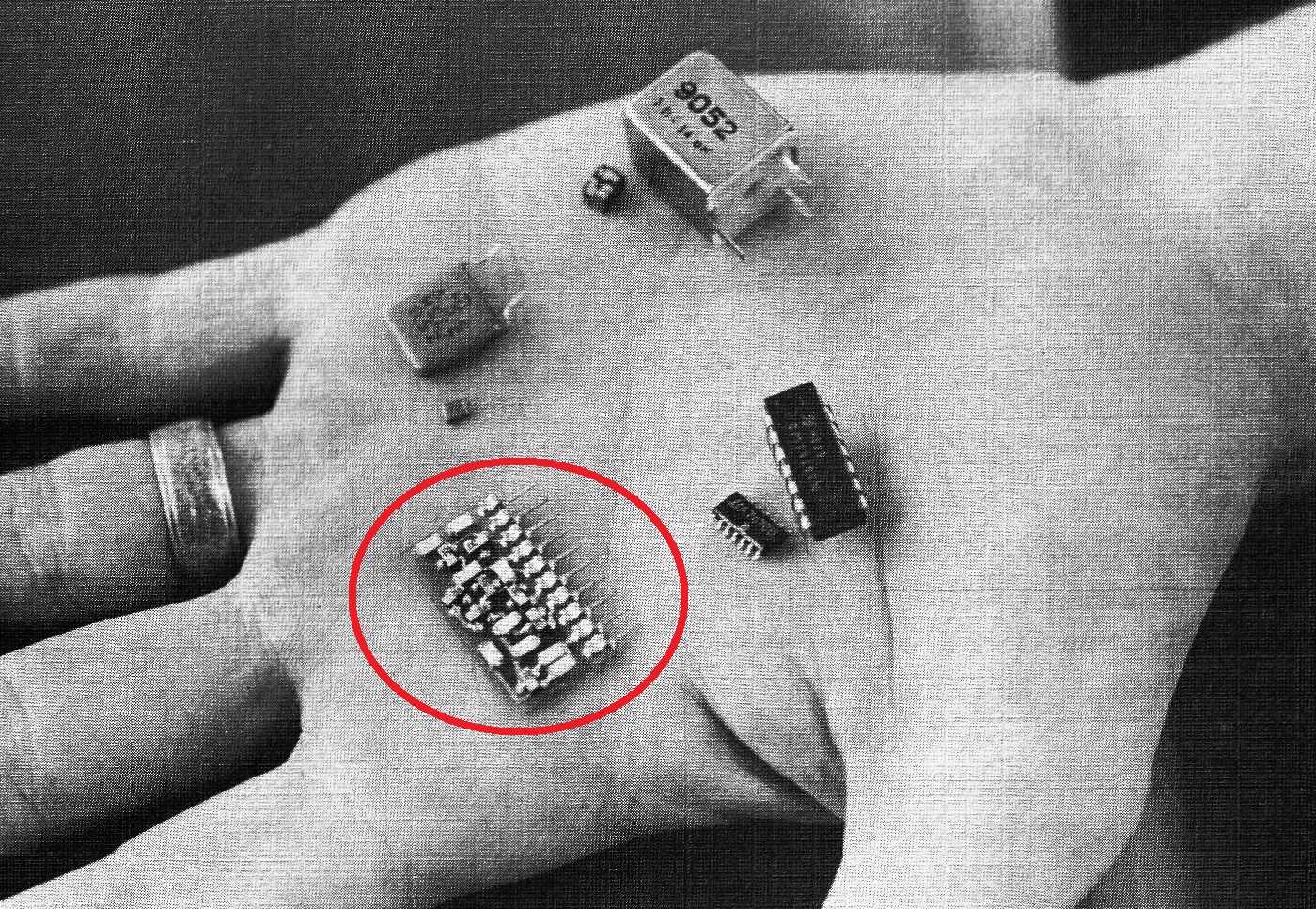
The circled device is a Grass Valley Group hybrid. It often replaced over 50 discrete parts. Nothing by today's standards, but a project life savior at the time.
The use of hybrids could reduce the number of components on a board from 600 to 100. A $10 hybrid micro-part could replace $50 worth of parts. Its size meant it was better at handling high frequencies, and its smallness, because of short feedback paths, meant that video analog circuitry would be more linear.
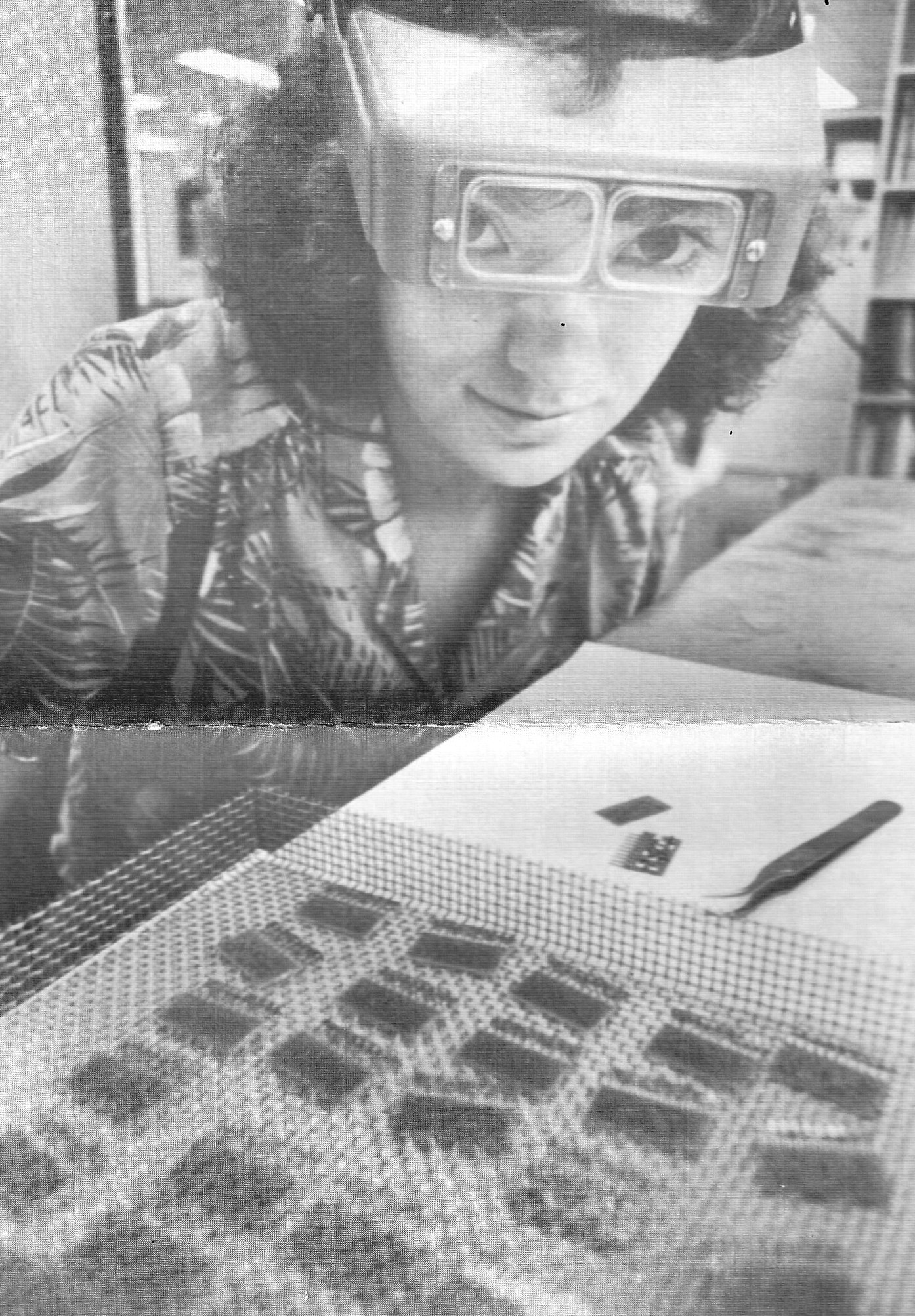
Hybrid manufacturing is halfway between regular PCB and IC manufacturing. The development of the hybrid resulted in surface mounted transistors on a ceramic substrate where resistors are printed on the substrate. The most common hybrid, what was called the 9003, was a discrete video amp that was used everywhere. About 100,000 were made. Grass Valley ended up producing over a million total hybrids for use in the 300.
A key engineer in designing the 9003, was Sophia Day. She was a recent BSEE grad of the University of Davis. She had worked earlier at the Group and Dayton convinced her to get an engineering degree and he hired her when she got out of school. She rose through the ranks and eventually became the Director of Operations at the Group. She left Grass Valley when Tektronix sold it and went to Telestream, another important area player who we will look at in the Fairchild Effect chapter.
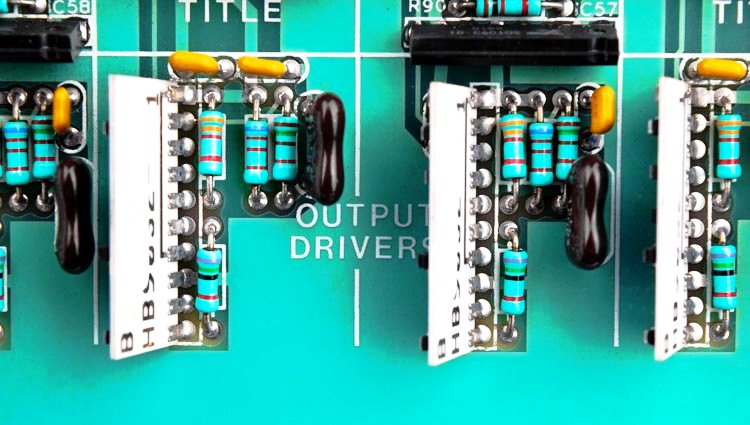
Hybrids mounted on a circuit board
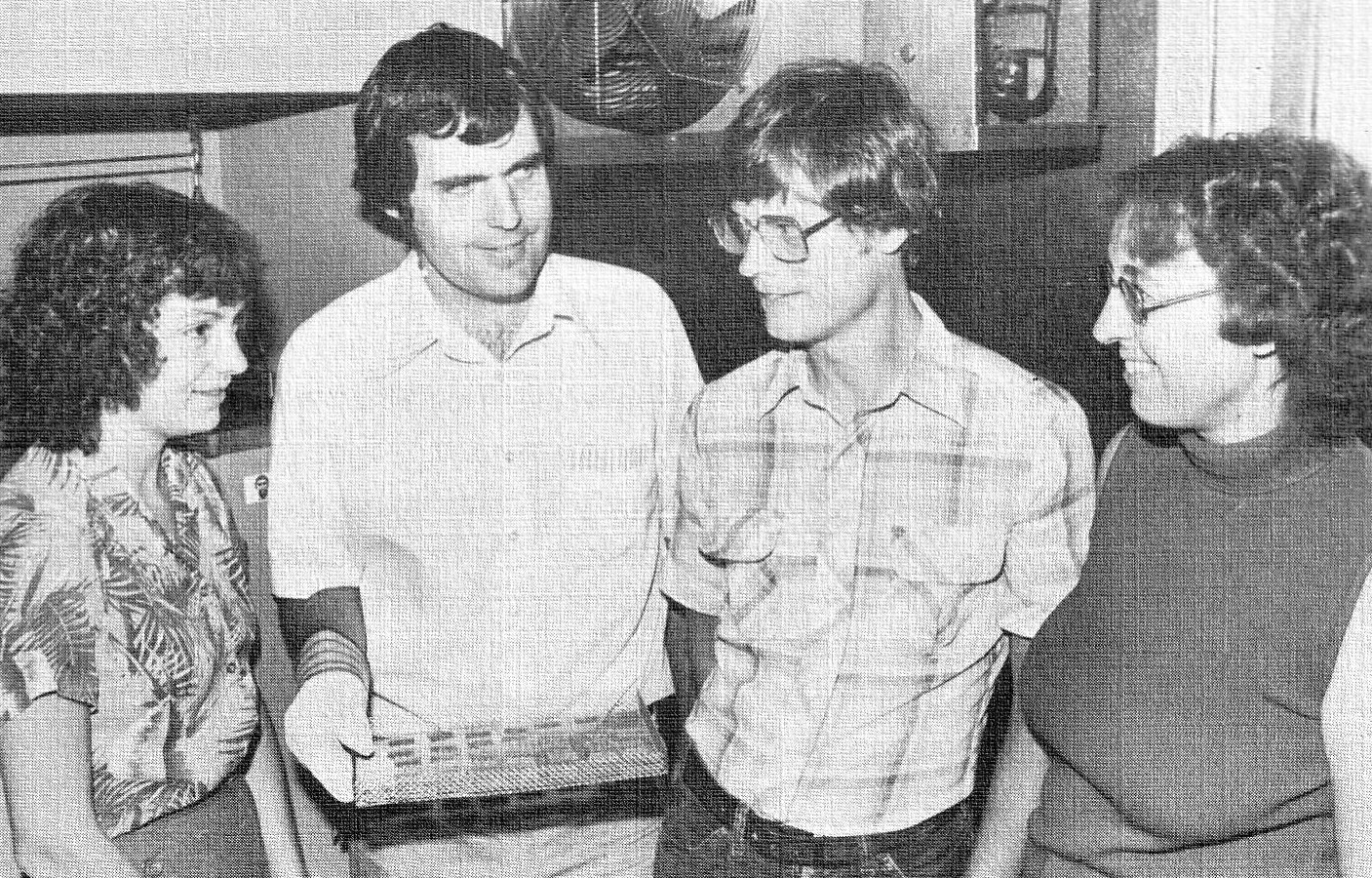
Hybrid team: Sohia Brown, Lead Birney Dayton, Richard Bannister and Judy Towne
Once the 300 was living up to its hype, ABC embraced hybrids for another reason. The more circuitry that could be placed on a hybrid meant the fewer other discrete parts that were needed. ABC had a labor situation such that the company wanted circuit boards to be deemed as unrepairable as much as possible, in their facilities and in the field by their union workers. Hybrids fit that bill. All networks had union contracts that said if something was repairable the union had to repair it. Early on with 900 products, Dr. Hare had boards built just for ABC that had potted circuits that were deemed unrepairable. Just little daughterboards that could only be unplugged and replaced.
Hybrids that the Group first used were made by Tektronix, as they also used them in their oscilloscopes. The problem was that their facility was slow to get parts out and did so at a price that the Group couldn't afford. For a while Birney had a company in the Midwest that would make 9003s. But they had no way to test them. Birney convinced Dave Friedley, the Groups President at the time that the Group needed to be building them themselves. Hybrid engineering and manufacturing started in building 8. The first ones the Group made were handmade, and they went into modular products. Sophia Brown (Day) oversaw the engineering side of hybrids, while Doug Moore oversaw the production side. Eventually the hybrid staff grew to 8 assemblers, 4 engineers, 3 techs, a planner, and an assembly manager. The assembling of hybrids required very careful handling and were the most delicate parts that the Group made.
The first use of Computer Aided Design (CAD) in the company was with hybrids. Birney brought in Intergraph Graphics terminals and a VAX central computer. Through this effort he met Jim Meadlock, a former IBM engineer that started Intergraph in 1969, with his wife and a fellow ex-IBM engineer, along with a 4th partner who had been working with NASA and the U.S. Army in developing systems that would apply digital computing to real time missile guidance. The company was near the NASA complex in Huntsville. Intergraph went on to develop a line of workstations that Birney bought for CAD. Later Meadlock would play a major role in Birney's post Grass Valley Group career.
Later hybrids moved and took over all the building three in 1982 after PCB fab and the metal shop was moved to building 9. After PCB fab had left they had to re-pour the floor of that wing of the building, because the acid used in the etching of the printed circuit boards had eaten away the concrete. In one wing they had hybrid development and assembly, and in the other wing was what became central engineering and CAD, due to chopping the company up into divisions, as we will see soon.
After Dayton had hybrids in production the Group gave him the title of Director of Corporate Component Development. They cleaned up that title and Dayton was made the Director of Research and Engineering for the Group in 1982. in June of 1983 he became VP of Engineering, after Bill Jordon had retired. 1983 saw another change in his life, he got divorced. Birney met Ronnie ???? who was running the Groups accounting department. Eventually they got married.
As the vertical integration efforts were starting to be dismantled at Bitney Springs, plus the fact that IC technology had advanced, especially surface mount which the Group was quickly adopting, hybrid manufacturing was moved back to the Oscilloscope group at Tektronix in 1990. Hybrids might have literally saved the company, but by then they were old news.
As mentioned in the latter half of the 70s the 300 switcher was being discussed. But almost as soon as that process got underway, the original building, building one, burnt down. One of the things lost was major, all the engineering documentation. Most of the activity that was in building one was moved up to the A-Frame house that the Hare's had lived in. The company had to reverse engineer all of their products to re-create schematics and other engineering documentation. That set the new 300 project back by almost a year. The one good thing back then was that all products had technical manuals with schematics. So the Group mainly had to track down the manuals for all their present and past products. But other engineering documentation, mainly mechanical specs, and processes, had to be re-created.
At this point in time the video switcher had become an intricate system. It needed capability built into it that most will never use, except for a few "power users." You need the "first adopters," the ones who will ferret out all that is possible with the product, who will then lend cachet to it. The video switcher is often the marquee piece of equipment in a video production center. TDs mark their reputation on what they are able to do with the switcher they are presented with. Some of the very best over the years have refused to work with competitive switchers. The Group had set the standard that TDs pointed to.
As had been alluded to, high tech plays in one of three markets:
Consumer market — high volume, low price, short lived.
Industrial market — Medium volume, medium to high price and technology. Long life cycle.
Military/aircraft — low volume, extremely high tech, very long support/life cycles.
The economics of the 300 at the time dictated which of the three business markets it would have to be designed for. Even today these markets still exist, but the rules for serving them have changed.
Products like the 300 actually land in the high end of the Industrial market. When you're building a product the can easily cost into the mid to high six figures, naturally there is a limited market for it, especially due to the extremely specialized purpose of the gear. So not many are built. Because of the lack of scale, the complexity of the product, and the long lead times for design, debug, and test, the fixed costs are high. In addition there can be a fair amount of options required to hit as much of your limited clientele as possible. Mostly it is small and medium sized companies that work in this market. With something like the 300, it was usually a "bet the company" project. If it fails, the company fails. The fact that the Group was now part of Tektronix helped and hurt. They had deeper pockets backing them now, but the chance for increased meddling could jeopardize the whole affair.
With most projects, the design team is up against an axiom that often predicts its failure or success. The rule, unbreakable even though many try, states that you can accomplish two of three things. They are do it fast, right, or cheap. Pick two.
The second set of challenges of a design project is the project itself, the team tasked with doing it, and the customer. Just one aspect of these going badly severely jeopardizes the whole endeavor. If two of the three aspects are problematic the whole affair will usually be for naught.
For the design team the customer in this case is internal. It's marketing, product management, and their bosses. The design team can only hope that product management knows what the end users of the product want and expect.
Getting the right team together, where the proper disciplines are represented, and the members are all pulling in the same direction can be tough. Often the reality of limited resources and the nature of the design means the team be fairly dynamic. This is where engineering management, project managers, engineering leads, and even senior engineers can make or break the whole enterprise.
The project, to create a completely new product, which the 300 was, depended on realistic externals specs, which is what the product is expected to do and how it will do it. Often specs are proposed where the technology is not up to the task, or the external specs are such that no one will pay the cost of producing it. In the case of the 300 the random re-entry was almost a bridge too far. At the beginning no one knew how it could be done at a price that would still keep the feature compelling.
The necessary holistic approach to complex designs in engineering can also be a problem. While it is unrealistic to expect every engineer to be masters of all the disciplines and algorithms being brought together to make a complex effect happen on the production switcher, some engineers don't spend much time thinking about what users do with the machines they design. They might watch a TD switching, or cutting as it is also called, and not have a clue as to how they are doing it, even though it's their hardware, or code that is allowing the TDs button pushes to enact the video mosaic that is coming forth from a product they could have spent a year working on.
The personalities of engineers and team members also needs to be managed. Some engineers are gunslingers, they shoot from the hip. The team always knows what they think and want. Many are quiet though and will shy away from conflict and tension. Often their intellect, which can be the brightest, will get lost in the noise. But when team management gets it right, members begin to feel as one with their machines. Most want to leave something of themselves in the design. The flip side as we already mentioned is that the designers never end designing and want to continually perfect their opus. Even when all goes well team members often enter a postpartum depression after a project, or the product ships.
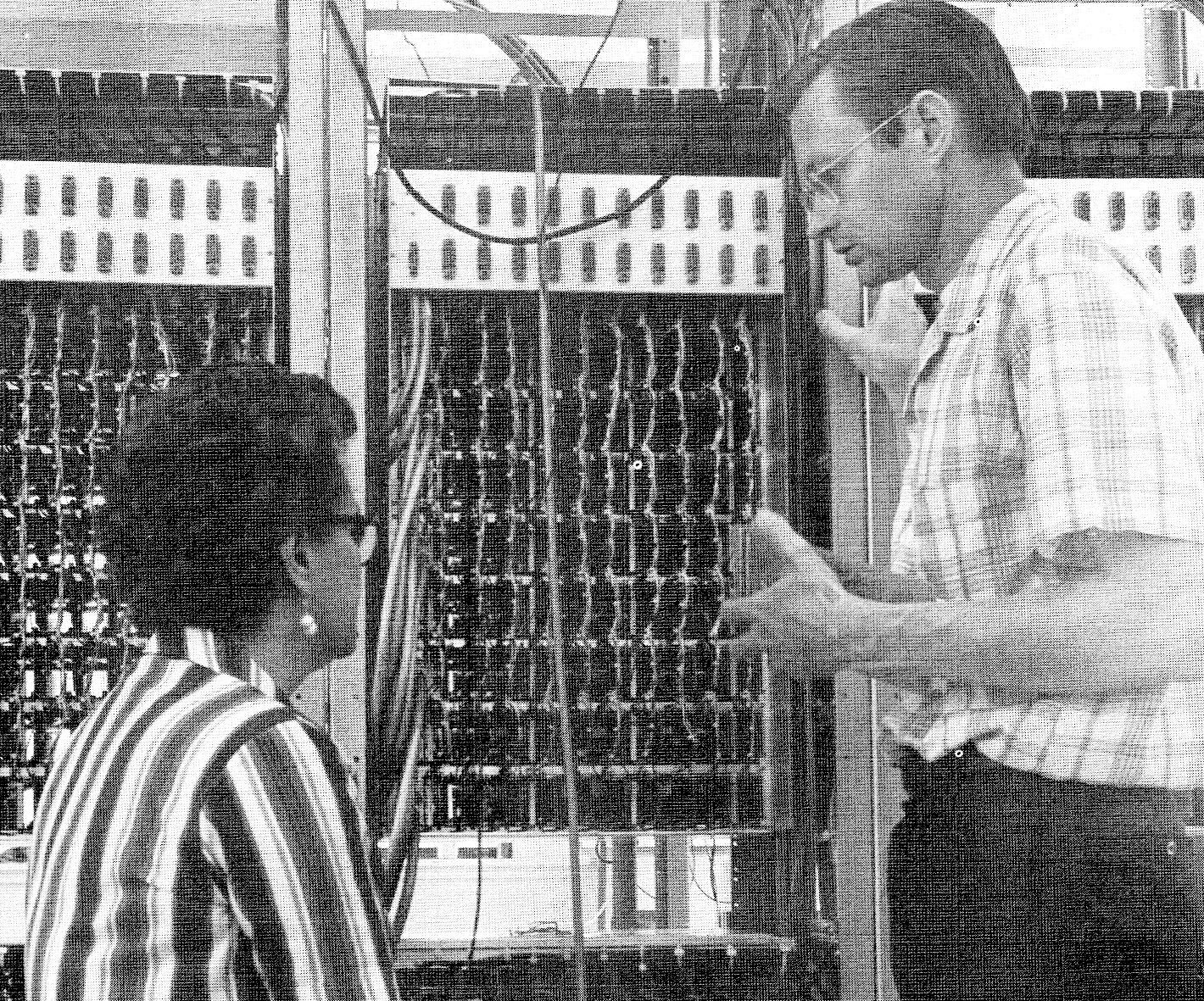
Once the design is done, prototyping commences. Back then many circuits and whole boards were first built on breadboards, or project boards. On project boards the parts were interconnected with wire-wrapping. The wire boards that would start out with one color wire, and then as debugging continued it would have more and more different colored wires as fixes were applied. Wire wrapped boards would often become flakier as it was debugged. Often failures would happen far ahead of where the symptoms showed up.
Sometimes bypassing a suspected bad sub-system might make the system work, but not because it was that sub-system but because it altered how the system as a whole functioned, and maybe allowed it to be more tolerant. Some problems are hard to find and easy to fix, some the opposite, some both. It was usually very hard to locate intermittent failures.
It turns out that designing and debugging are two different skills. Most engineers have both, but some only can design. When the 300 was being designed there were usually about two electronic technicians to every one engineer. Often these technicians turned out to be better at debugging than some engineers. Debugging is a skill and also a technique.
With all the advanced design and prototype fabrication tools, along with simulation software today, technicians are becoming a scarce commodity. To simplify, the backgrounds between engineers and techs, it's the math and science. Techs are trained in electronics to understand a circuit in its "steady state." That means one that is up and running and in its stable operating state. Engineers are often more interested in circuit startup, and what happens when you disturb that circuit. That is when the most interesting attributes are seen and measured. With analog video, which is what the 300 handled, state changes in video, that was mainly transitions in the video, had to be analyzed, and fixed if necessary, to faithfully pass the video without degrading it.
A couple problems often surfaced when debugging electronics. The first was something called logic racing. It is an insidious problem in control circuits. This is where the behavior of a circuit or system is dependent on the sequence or timing of other uncontrollable events. It becomes a bug when one or more of the possible behaviors is undesirable. In layman terms it is like taking a flight with a connection to another flight, where the connection times from one plane to the next are very tight, and the first flight is notoriously late because of weather, aircraft reliability, traffic control, etc. So sometimes you make your connecting flight, which is desirable, and sometimes you don't, which is not the intended result.
Another common problem is when different copies of the same board act differently in development. Often these are timing or racing issues. More often it is that one of the boards is miss-wired. It becomes much more serious when a design is now etched onto a printed circuit board. Other last minute bugs are often caused by noise. It used to be that sometimes at the end to get the product out the door "finishers," sometimes technicians, sometimes engineers, who specialize in debugging others work, are brought in to get the almost done product out the door.
The 300 had some birthing problems when it came to debugging. Pushing the switcher through test to get them to the 1980 Olympics for ABC the Group soon determined that it had a certain part that was failing quickly. These were the ubiquitous little green bypass capacitors that are usually seen distributed across a circuit board. They do just that, they bypass noise introduced into the power rails by the operating circuitry on the board, to ground. GVG engineers and techs replaced them as needed in the run up to the Olympics, and even during it. But after the Olympics all the equipment went back to the Group and the 300s had all their caps replaced.
The 300 also exhibited what was called a white glitch problem. Some wipes under certain effects situations, such as wipes between sources, would have a glitch during the transition. The first 50 units had the problem. What was the problem?
Another problem the 300 had was with its power supplies. The Group put a power supply in from a subsidiary of HP, that would run a short time and then blow up. Power supplies, which supply the various voltage potentials needed in the product can be fickle. If any part of the power supply fails; the product generally will quit working. One way to ensure a speedy exit from the video production switcher market is to gain the reputation of building unreliable ones.
Birney Dayton designed a number of power supplies for the Group. He says that you can build a power supply for low cost, or efficiency. But if you choose to build it for cost at the end of the day it will end up costing as much as the one built for efficiency. Power supplies are funny. If you take copper out to save money, the copper which was also dispersing heat, the supply runs hot and is not as efficient. To disperse heat it has to be made bigger to get the same output. Engineering efforts focused on cost ends up making a bigger power supply that in the end is as expensive as the more efficient smaller one with more copper.
As mentioned heat is always a problem. Some vendors of equipment are known for building equipment that runs on the hot side. Heat kills components prematurely.
Another general rule in engineering is to design everything for at least double its expected stress. If it's a bridge and it is expected to handle the normal stated bridge weight of 80,000 pound trucks, the bridge should be designed to handle twice that.
In electronics, capacitors should run at 30% of electrical current capacity, and a lot of capacitors should be used to distribute the load instead of just a few. Capacitors are the most common component to fail in a power supply.
The 300 was first shown at the 1979 NAB held that year in Houston. While it had the new 300 control panel on display it was a dog and pony show. No one, except a designated few were allowed touch the switcher. While the panel was connected to a 300 frame so that the panel would light up, and a vetted operator would appear to be using it, in reality there was someone behind the curtain running a 1600 switcher. Many thought this was the dumbest thing the group could have done. Why announce a non-working product that will obsolete your currently well selling product?
This paragraph is in dispute:
There was a fair amount of carnage before the next NAB. A few months before the 80 NAB then Group President Dave Friedley called Mike Patton and Merv Graham, the then current lead engineers, into his office. He told them that he wanted the 300 done by that NAB, and also running for the Olympics. They said, "no way." Friedley fired them. That put a real chill into engineering, as the two engineers that knew switchers really well were now gone. At the time the only thing they had for the 300 was a prototype front panel, with no working software yet, and a prototype of the program/pre-set effects bus. There were no effects, no wipe patterns. At that moment the switcher could do what switchers from the late 40s and early 50s could do, cut between sources.
Leon Stanger was put in charge of the 300. He had been in charge of modular products. Leon was a great organizer. He was also considered an excellent manager, and as important, a good judge of character. Leon picked up the pieces, put the team back together and trudged on. The deck was stacked against him. The concept of unlimited re-entry for the 3 mix effects banks was something that was not in any drawing or descriptions or block diagrams. As a result, it was forgotten, until ABC began to test drive the 300 before the Olympics, as ABC had been pushing for the feature. This was a major "oh shit" moment, it was not at all clear how to actually do it, let alone how to fix it.
The Group started shipping 300's without this feature and customers were not happy. Besides not having one of the main features it promised, it was also not reliable. As the Winter Olympics neared (Sally's ??? husband) was asked to final test a 1600 to replace the sole 300 sent. (where was it used?) He was asked to do this in 5 days instead of the usual 10 day process. He stayed at Bitney Springs for 90 hours straight (what is the oatmeal palace?), and Sally brought him meals. It got done and was shipped. But never used. It sat in crates as the 300 was somehow made to work and made it through the event.
Not all the problems with the Olympic 300 were from design or manufacturing. The ABC TD on the 300 at the Olympics was a cigar smoker. When the 300 came back from the Olympics, the space next to the closest fader bar to him was just big enough for a cigar. There were ashes throughout the panel. They got it cleaned up and sent back to ABC.
The first one hundred 300s had a dozen ECOs (Engineering Change Orders) to make them work at the same level as the previous 1600. The first 100 switchers eventually got replaced as they couldn't be maintained, as they didn't have a number of the refinements needed to be a true 300. The first 300 switcher that went to Lake Placid didn't have hybrids. Hybrids did not start going into 300s until 1981. Over 1500 custom hybrids were ordered to replace parts on shipped 300s. In 1982 over 100,000 hybrids were produced. Even before they ended up fixing the 300, modular was using them.
At the 1981 NAB customers were irate. Jim Michener remembers that NAB. Jim was Leon Stanger's replacement in charge of Modular, while not involved in the 300, he had a Grass Valley badge and was thus fair game. Bob Cobler, VP of Marketing, bravely told Jim to direct the irate customers to him. Bob would acknowledge the problems and calmly explain that the Group did have a plan to upgrade all units in the field. He gave them his phone number and promised to keep them informed when the Group would come out and make good on the advertised 300 feature set.
About three months after NAB, the roll out was started. Cobler would later say that the Grass Valley Group shot itself in the foot, and then sewed it back on. This seldom happened in the broadcast vendor field. The Group took pride, not in the angst that their customers went through, but the fact that they made it right. Like the 300, which bridged a number of technological hurdles, the first breakthrough color camera, the Norelco PC-60 camera, had a number of issues with stability early on, that were later fixed. Interestingly the Norelco camera line is now in the Grass Valley Company's linage.
Redemption in Dallas
So by the next NAB, the Group were the toast of the broadcast industry. They actually stood behind their products. This really put GVG on the map when it came to customer loyalty. That next year the company did brag about the now working features of the 300 by putting out a "You can do magic" video. The Group had 70 people that year representing it in the booth.
Who designed and got the 300 working?
When did it reach 1600 functionality?
When did it become the advertised 300?
While the 300 damn near killed the company, and initially lost a lot of money early on, because the first hundred 300s all had to be replaced, it became a solid seller and sold into the 90s when digital production switchers were finally being churned out by the Group. By 1993 when 300 sales were finally winding down it had brought $200 million into the company.
Well used 300 installed at CBS Television City in the 90s
Many pieces of equipment found in production settings, especially productions done on location, are operated by freelance people. Video switchers are no exception. Often the vast majority of many vary large productions are freelancers. They are only invited back to work on other productions if they do well. Like many settings, it is a "you're only as good as your last performance." A freelancer burned on gear that is not customarily used, or not intuitive, or reliable, will, for their own sake, tend to shy away from productions where the dreaded gear is used. Human nature is to usually blame the gear and not the person. That reputation, once attached, is hard to remove.
This is very much the case with switchers. From a pure operational standpoint video switchers and audio mixers are the most complex equipment an operator, A1 (Lead audio) for mixers and TD in the case of switchers, will face. Screw ups on the parts of those two are always front and center for all to see and hear. They both want to be comfortable with the "workflow" those devices present to them. Once you entrench yourself, especially switchers, it's easy to stay as the vendor of choice. That is as long as the new features that come along in later equipment do not change older features that the user is accustomed to too much.
To use another airline example; Southwest Airlines flies nothing but Boeing 737s. Even with the recent problems with the 737Max, and the rising success of Airbus airliners, try to convince Southwest that maybe they should fly a few A321s.
As we will see in a bit, the Group lost that realization at one point, and the allowed a very formidable competitor to arise.
More Switchers


The company continued to produce video production switchers for many divergent uses. The one on the left, a scaled down 300, known as the 200, was aimed at post production. The one on the right, the 100, was for small productions.
Switchers have stayed central to the Groups psyche. Once the 300 issues where finally ironed out, they designed a scaled down version of the 300, the 1680, which was aimed at smaller market stations and production facilities, which also became very popular. In capability it sat well above the 1600, but a ways below the 300, but importantly it also had Emem built in. Also in 1982 the group launched the 100. The 100 became so successful that 3000 were shipped in the first 6 years.
In 1987 the Group launched its first switcher geared towards the post-production and editing market. As we will see editing became an important part of the Groups business. But other technological forces were at work, and as we will see also the company did not always react to them as quickly or deftly as it should.
Up until then the Group had only dealt with composite video. That is video that has all the black & white, or monochrome as it is also called, and color or chroma information all in a single signal. Often scenes that had tweed clothing, or other patterns, would start to produce strange color patterns. While over the years separating out chroma from monochrome had gotten better, especially with the advent of the comb filter, people in the industry were looking at other ways to eliminate the problem altogether. Component video was starting to make inroads. Analog component video used two cables originally, one for the monochrome and a second for the chroma. Another approach used three cables, and simply carried the red, green, and blue signals separately and never combined them until necessary.
Almost as soon as component became the rage, another, radical concept was rapidly arriving on the scene, digital. We will look at that phenomenon in a later chapter.
In 1985 the Group produced its first switcher that worked with component video. But it was slow to embrace digital signals. While it did start building switchers that processed video digitally internally by 1988, the world did not see a switcher from the Group that took digital video in and fed it back out until 1991. There were two digital formats at the time, and one was simply the same as the original analog composite video format, just digitized. Of course that is the one the Group went with as even then the company had not totally bought into the fact that the world was going digital.
One could argue that the Group had a right to be skeptical because of another concurring development, pushed by a company that had been an ally, and was now becoming a competitor, Sony. Sony was pushing for high Definition (HD) video. At the time early HD efforts were all analog. The technology to do HD in digital was not anywhere near ready at that point.
Later we will see how the Group pushed Sony from ally to competitor.